Автоматизированное производство линий горячей навивки
Процессы выстроены по принципу вытягивающего производства, позволяя выполнять заказы различной сложности в заданный срок по оптимальному бюджету заказчика.
Производство пружины
Автоматизированная линия пружинного производства завязано в единую систему управления технологическим процессом. Влияние человеческого фактора минимизировано.
Этапы производства железнодорожной пружины:
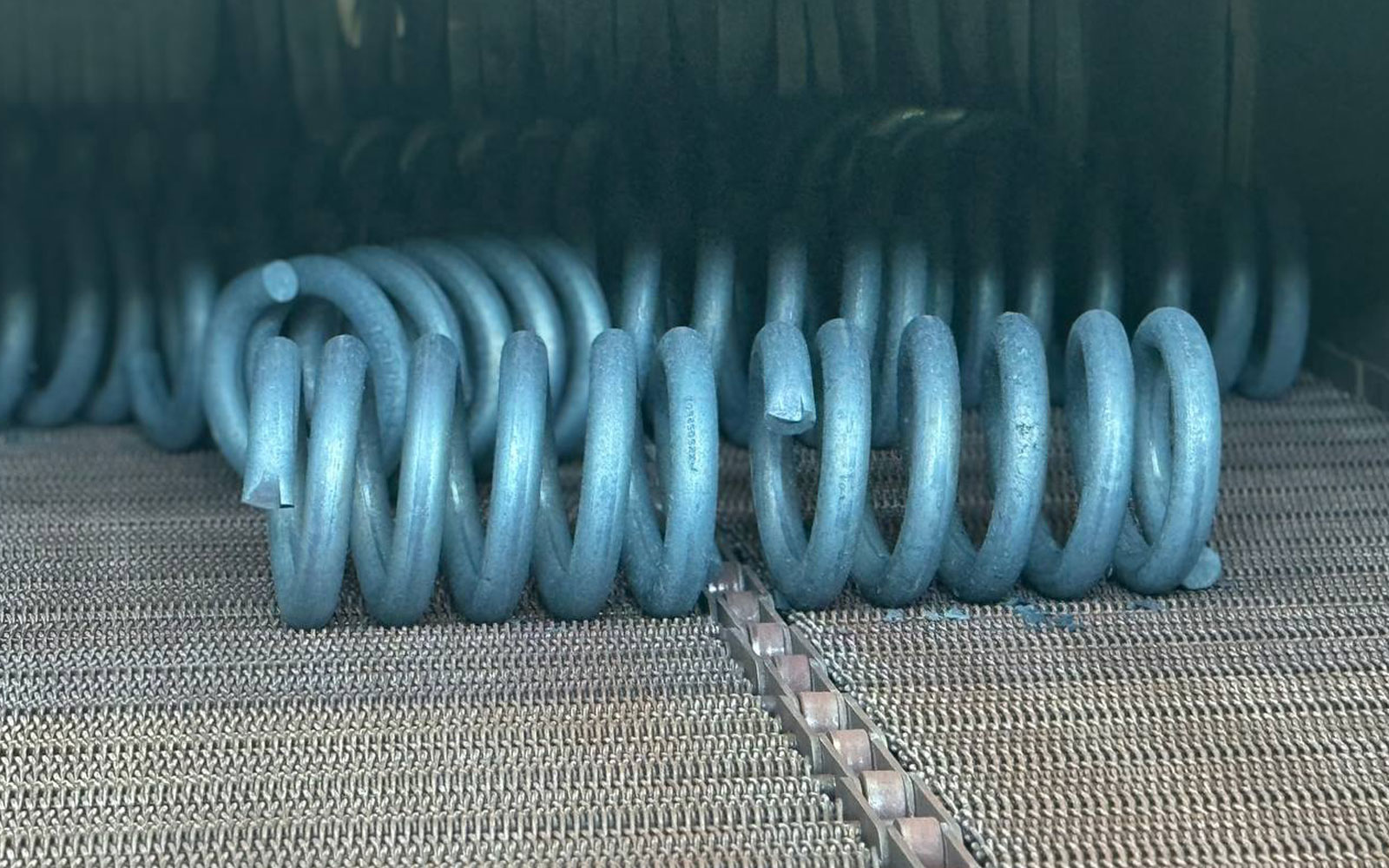
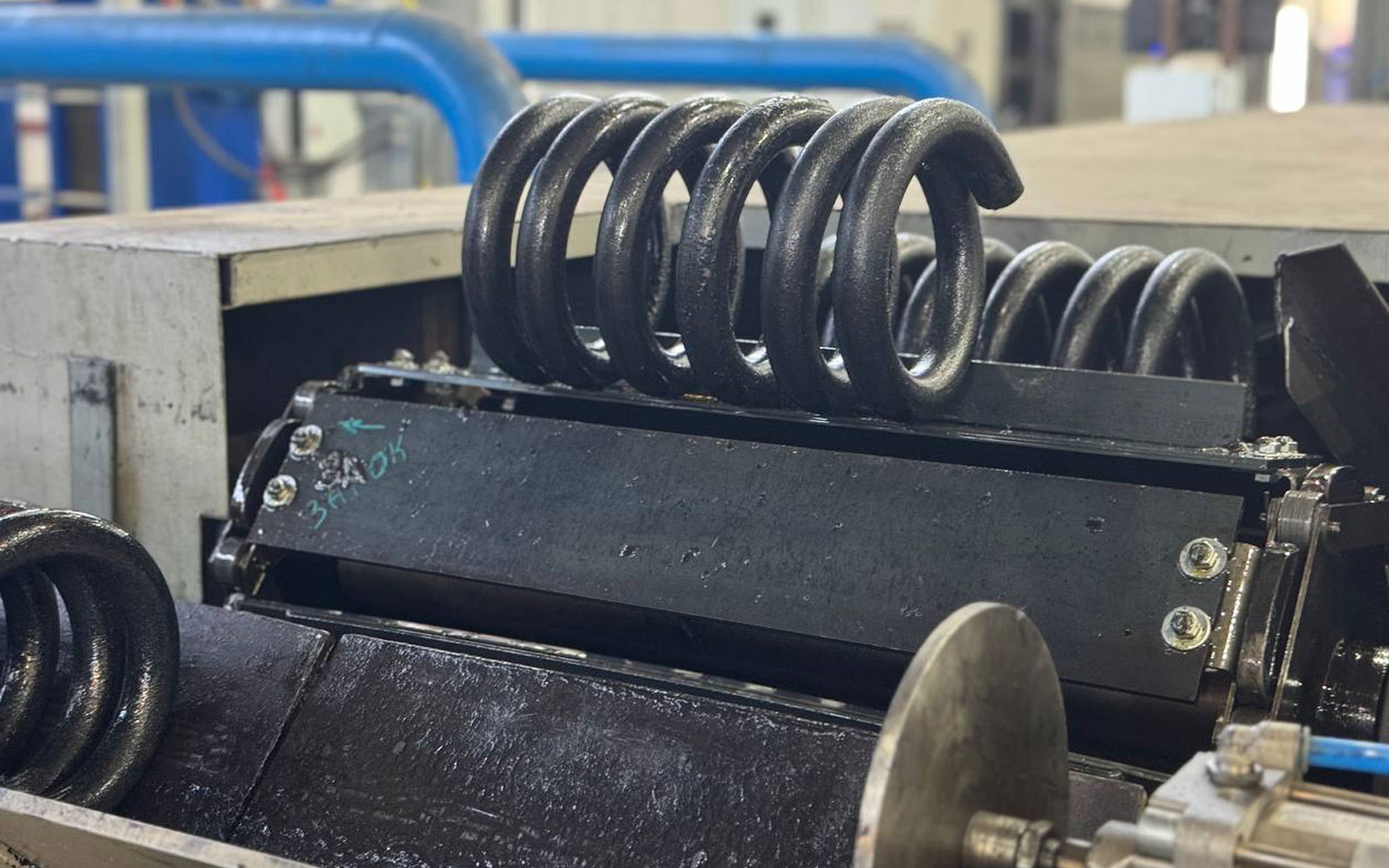
Горячая навивка на калибр с индукционным нагревом прутка.
Закалка в масле пружины -упрочнение стали, изменение микроструктуры и повышение показателей твёрдости
Термическая обработка в печах для получения необходимой твердости и снятия напряжения.
Многократное обжатие для создания полезного остаточного напряжена и запаса упругости.
Формирование опорных торцов пружины происходит в два этапа: предварительная и чистовая обработки.
Упрочнение пружин дробью для повышения циклической долговечности пружины.
Дефектоскопия -пост неразрушающего контроля магнитно-порошковым методом.
Проверка грузовых характеристик на испытательных машинах.
Покрытие пружины - окраска защита от коррозии и эстетики.
Клеймение и упаковка предприятие обеспечивает различные варианты согласно требованиям процессов клиента.
Сырье для железнодорожных пружин
Пружинные марки стали
51CrV4 по EN 10089
60С2А, 60С2ХА, 60С2ХФА, 51ХФА, 65С2ВА по ГОСТ 14959-2016.
Контроль качества заготовки включает в себя несколько этапов, начиная с момента ответственного подхода к выбору поставщика, проведения аудита, отработки опытной партии. В рамках серийных поставок контролируются физико-механические свойства, микроструктура и химия в лаборатории завода.
Производство НПФ "Пружина"